
国家高新技术企业电话:
18914364999

好多新手盆友在刚上手数控折弯机时对系统不是很熟悉,今天麦哲隆就讲一个实例。希望可以帮到大家
倘若有如下图一样的一个单弯管的折弯产品工件,其在手动式生产加工网页页面中的操作流程如下所示:
照片
从图上可以看出:该产品工件的厚度为2mm,单端反边高度为20mm。此外假定该板料材料为Q235-A,总的生产加工总宽为2000mm。
照片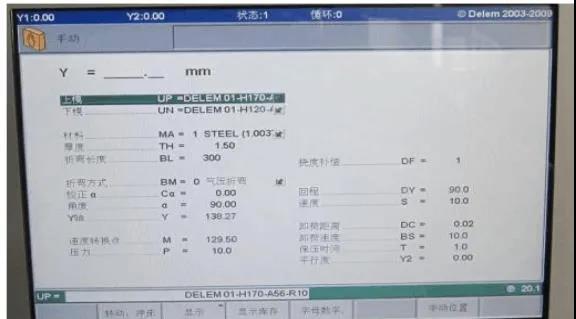
对于图中的一些信息内容,挑选适合的左右模貝,将这种信息内容录入数控系统相对应的技术参数下。
全部这种基本参数全是能够单独纳入
下模UP:从下模运行内存中选取相对应的下模用以生产加工,只需键入下模的编号。(例中录入的为5号)
上模UN:从上模运行内存中选取相对应的上模用以生产加工,只需键入上模的编号。(例中录入的为5号)原材料MA:挑选生产加工板料种类(本练习题中录入1)
1:钢4:不锈钢板
2:铝5:依据在程序编写变量定义中设定抗压强度和E-变位系数界定
原材料MA:挑选生产加工板料种类(本练习题中录入1)
1:钢4:不锈钢板
2:铝5:依据在程序编写变量定义中设定抗压强度和E-变位系数界定
薄厚TH:生产加工板料薄厚(本练习题中录入2)
长短BL:生产加工板料总宽(本练习题中录入2000)
折弯方法BM:折弯方法(本练习题中录入0)
0=随意折弯10:铺平折弯
1=压底折弯11:铺平 压底折弯
校准Ca=核正折弯视角
假如程序编写90度,具体生产加工后为91度,则核正为-1度
假如程序编写90度,具体生产加工后为89度,则核正为 1度
视角a=折弯视角(本练习题中录入90)
Y轴 Y=程序编写或测算的Y轴值(由数控系统依据数控车床主要参数、模貝主要参数、板才的板厚全自动测算出折弯深层,用回车立即确定数控系统测算出的值;倘若在视角Ca处录入校准视角时,请使用回车再次确定Y轴值)速度转换点MuteM=速度转换点的部位(由数控系统依据数控折弯机主要参数、模貝主要参数、板才的板厚全自动测算出滚轮的速度转换点,用回车立即确定数控系统测算出的值。)
工作压力P=在折弯时,液压传动系统輸出的折弯吨数(数控系统依据板料薄厚及抗压强度、上模张口、折弯总宽等主要参数全自动测算出。还可以人力改动。)
X-轴 X-后挡料的程序编写部位(本例中键入18.1,由于图上的折弯高度为20mm,包括了板料薄厚。在全自动程序流程的工艺流程测算中,数控系统全自动测算X轴的定位位置)
R-轴 R-假如数控车床配备了额外轴如X2、R、DF等,在手动式网页页面中为程序编写数值客户按照必须自主录入)张口Dy=滚轮的张口高度,从速度转换的高度逐渐测算滚轮回程的高度。
速率S=折弯速率(滚轮停下的速率,人力录入)缓解压力速率BS=液压传动系统泄荷时,其泄荷的速率(相匹配于泄荷间距,人力录入,一般状况下低于折弯速率)时间延迟T=在折弯最后部位点的充压時间(能够改动0.1-9.9秒)平行面Y2=上下液压缸的误差值设定。当以正数时,Y2再向下一点,负数时Y2少下一点,此设定用以随意折弯方法。
江苏麦哲隆数控机床有限公司是一家智能数控设备的制造商,位于钣金机械设备生产的集聚地江苏南通。为客户提供折弯智能装备解决方案。在数控折弯机,数控折弯中心,智能机器人折弯单元" 智能机器人折弯单元,数控电液伺服折弯机、数控剪板机、数控刨槽机等产品拥有广泛的用户,已涵盖很多的国家和地区。
本文标签: 数控折弯机