
国家高新技术企业电话:
18914364999

第一步到第三步全是一切正常折弯,有一定工作经验的折弯老师傅都能折出。第四步便是运用钣金上的长圆洞,由于那片的抗压强度是最废的。能够人工把长圆洞部位掰弯或折弯冲机个四十五度。第五步用折弯机进行,留意折弯避位,是能够折出去的。折完第五道弯时,再人工磨平第四步的变形形变,可以用锤子敲,或用压平刀压一下。有工作经验的折弯老师傅说:校高低不平的,由于底边贴去世了,沒有过多形变依然会有间隙的。对的,事实上,修好还会继续有间隙,这时候在电焊焊接一下,是两根边电焊焊接在一起就不容易开过。进行上边全部流程,基本上就可以到达目地了。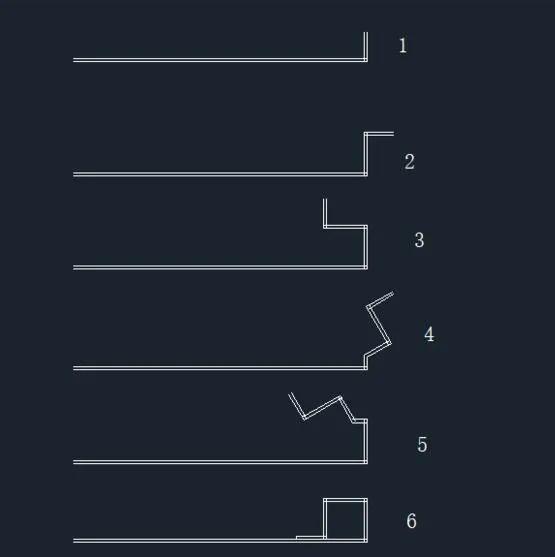
第二种方法
第三步先不折到九十度,第四步用大长刀折弯及时,第五步用折弯刀压第三步沒有折及时的视角。最终用压平刀整形美容的解决方法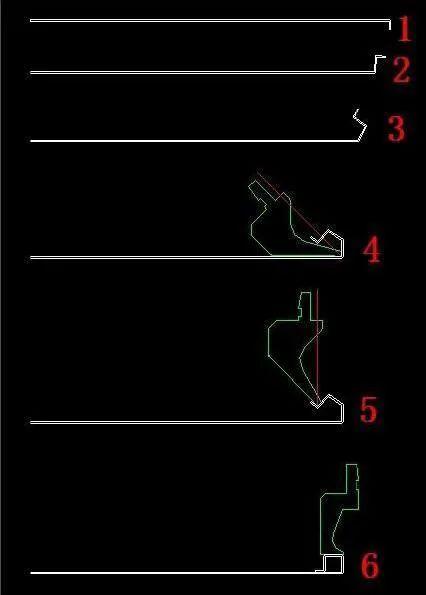
第三种方法
刨槽便是在折弯线的部位,用钻削生产加工的方法,生产加工出一个V槽来。要留一些板厚,不可以刨透。一般留0.4倍的厚度就可以了。由于刨槽后,这条折弯线非常容易弯折。图中第三步能够一次折弯到九十度,下边的具体步骤都不需要了。把最终一道弯,由于早已刨槽了,手工制作折弯或用橡胶锤整形美容折弯就可以了。相对性而言,折弯流程简易,仅仅必须优先刨槽。
本文标签: 数控折弯机